山东海德粉体深耕气力输送行业十余年,提供气力输送系统、设备、风机全链条服务,承接全国粉体工程总包项目,咨询热线:156 6277 7102!
煤矸石作为煤炭开采和洗选过程中产生的固体废弃物,其综合利用率长期受到运输与处理效率的制约。随着国家对绿色矿山建设的持续推进,煤矸石资源化利用已成为行业关注的重点。在众多输送技术中,气力输送成套装置凭借其封闭性、自动化、低损耗等特点,正在成为矿山企业改造升级的核心装备之一。海德粉体长期专注于粉体与颗粒物料气力输送系统的研发与制造,针对煤矸石料这类具有高磨损性、含尘量大、粒径分布复杂等特性的物料,形成了从设计、制造到安装调试的一整套成熟解决方案。本文将从工艺原理、装备构成、选型要点、行业趋势及实际应用等维度,系统阐述矿山煤矸石料气力输送成套装置的技术细节,为相关从业者提供参考。
煤矸石料的气力输送并非简单的管道运输,而是涉及物料特性分析、气流动力学计算、设备匹配与控制系统设计的系统工程。当前国内矿山企业普遍面临环保压力增大、人力成本上升、安全生产要求提高等挑战,传统机械输送方式如皮带机、斗提机等,在长距离、高落差、多落料点场景下暴露出维修量大、扬尘严重、效率波动等问题。气力输送成套装置通过压缩空气或风机产生的气流,将煤矸石料在密闭管道中输送至指定位置,整个过程无粉尘外溢,且可灵活实现多点输送、无人值守。据行业统计,采用气力输送后,矿山企业的物料转运环节粉尘排放量可降低90%以上,操作人员减少约60%,综合运维成本下降约20%—30%。这些数据在近两年的绿色矿山验收案例中得到了反复验证。

煤矸石的成分以碳质页岩、泥岩、砂岩为主,其密度通常在1.8—2.5 g/cm³之间,莫氏硬度约3—7,且含有一定比例的硫铁矿等硬质矿物。颗粒形态多呈不规则块状或片状,粒径分布从粉状(<1mm)到块状(100mm以上)均有覆盖。这些特性给气力输送带来了几个核心挑战:
针对上述问题,海德粉体在设计煤矸石料气力输送成套装置时,首先对物料进行取样分析,测定其堆积密度、安息角、含水率、粒度分布及磨损指数等关键参数。基于这些数据,通过CFD仿真模拟确定最佳输送浓度比与气速区间。例如,对于粒径小于10mm的细碎煤矸石,通常采用稀相气力输送,气速控制在18—25m/s,固气比约5—15kg/kg;而对于含有较多大块料的粗碎煤矸石,则可能采用密相输送或仓泵系统,气速降至8—12m/s,固气比提升至20—40kg/kg,在保证输送效率的同时大幅降低磨损。

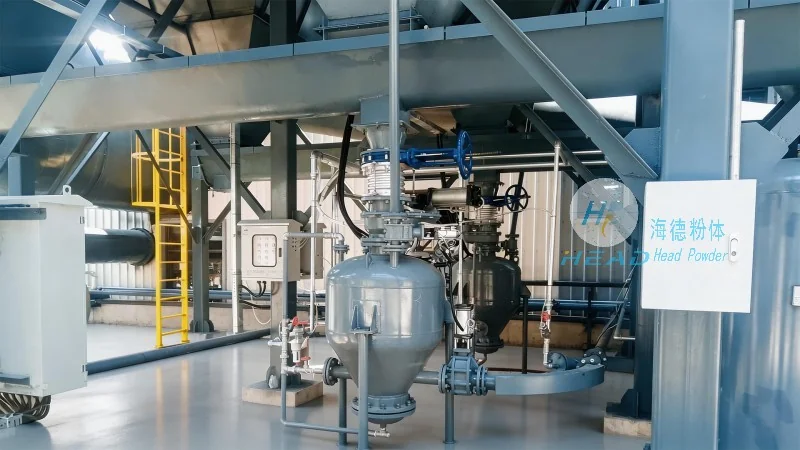
一套完整的矿山煤矸石料气力输送成套装置,通常由供料系统、气源系统、输送管道系统、分离除尘系统和智能控制系统五大模块构成。各模块之间协同工作,形成从物料输入到终端接收的全流程闭环。
供料系统:主要包括料仓、给料机、旋转供料阀或仓泵。对于煤矸石料,推荐采用带有防卡料设计的旋转供料器,其转子采用耐磨合金铸造且表面硬化处理,能够适应高浓度含尘气流。当物料流动性较差时,可搭配振动料斗或流化底,防止棚料。仓泵则适用于长距离、高浓度输送场景,通过压力罐体实现批次式供料,单次输送距离可达数百米甚至千米以上。
气源系统:提供稳定气流的核心设备,常见的有罗茨鼓风机、离心风机和空气压缩机。选择依据包括输送距离、输送气量、系统压力损失以及物料特性。对于稀相输送,通常选用罗茨鼓风机,风压范围为40—80kPa;密相输送则需采用空压机,工作压力可达0.3—0.7MPa。气源系统需配置空气过滤、干燥及冷却装置,避免水分和油污进入物料,影响后续利用。
输送管道系统:包括直管、弯头、三通、切换阀等。针对煤矸石的高磨损性,管道材质宜选用耐磨钢(如16Mn、NM400)或内衬陶瓷复合管。弯头处的曲率半径一般取管径的6—10倍,并采用法兰连接以便于检修。对于输送线路中需要分料的场景,可采用电动或气动切换阀,实现多点卸料而不中断输送。
分离除尘系统:物料到达终端后,通过旋风分离器或布袋除尘器实现气固分离。煤矸石粉料粒径较粗时,旋风分离器即可满足分离效率要求;若细粉含量较高(如200目以下占比超过20%),则需串接脉冲布袋除尘器,确保排放浓度低于10mg/m³,符合现行环保标准。分离后的物料经锁气阀落入料仓或直接进入下游工序。
智能控制系统:采用PLC或DCS架构,集成压力传感器、料位计、流量计和速度开关,实时监测输送状态。系统可自动调节供料速率、气源输出及阀门动作,当发生堵管、压力异常或设备故障时,立即报警并执行停机保护。部分项目已实现与矿山MES系统的对接,数据上传至中控室进行远程运维。
每个矿山的煤矸石产量、粒径组成、含水率及布局条件各不相同,气力输送成套装置必须根据现场工况进行定制化设计。以下是选型过程中的几个关键考量维度:
此外,矿山企业还需注意气力输送系统与其他工艺环节的衔接。例如,当煤矸石料需要进入破碎机、筛分机或制砖生产线时,气力输送装置的出口压力与物料落料方式必须匹配,防止因落差过大导致二次破碎或扬尘。一套成熟的成套装置应预留足够接口,并配备变径管、缓冲仓等辅助组件。
近年来,矿山行业对气力输送装置的需求正从“能用”向“高效、智能、低碳”转变。根据中国建材工业规划研究院发布的《2026年固体废弃物处理装备市场分析报告》,煤矸石气力输送成套装置的年市场容量预计将突破45亿元,复合增长率超过12%。这一增长动力主要来自三个方面:一是政策层面,2025年起全国范围内新建煤矿必须配套固废综合利用设施,气力输送作为关键环节被纳入设计规范;二是技术层面,物联网传感器、边缘计算与数字孪生技术的应用,使得气力输送系统可实现预测性维护和能效优化,停机时间减少30%以上;三是商业模式层面,越来越多的矿山设备供应商开始提供“设备+运维”的全生命周期服务,降低客户初始投资压力。
具体到技术细节,2026年气力输送装置将呈现以下突破方向:
海德粉体在这些方向上已展开深度研发,其最新一代煤矸石料气力输送成套装置采用了自主研发的“湍流抑制弯头”和“自适应供料阀”,在山西某年产300万吨煤矸石综合利用项目中,输送距离达850米,系统稳定运行超过18个月未出现堵管或弯头磨穿现象,客户反馈综合能耗较同类产品降低12%。该项目的成功实施,也进一步验证了气力输送技术在大型矿山规模化应用中的可行性。
以山东某大型煤矿为例,该矿每年产生煤矸石约150万吨,原采用汽车转运至周边制砖厂,运输成本高且沿途扬尘问题严重。2024年,该矿引进海德粉体设计的两套气力输送成套装置,将煤矸石破碎至粒径≤30mm后,通过两条DN250管道分别输送至1.2公里外的建材厂和0.8公里外的填埋区。投用后,粉尘排放浓度稳定低于8mg/m³,每年减少柴油消耗约300吨,人工成本降低80万元,设备维护周期延长至12个月一次。该案例已被当地环保部门列为绿色矿山示范项目。
在内蒙古某露天煤矿,煤矸石料输送需要跨越地形起伏较大的采空区,传统皮带机方案需建设大量支架和基础,投资额超过3000万元。海德粉体为其定制了密相气力输送方案,采用架空管道铺设方式,总长度2.3公里,高差跨越62米,系统投资仅1200万元,且占地面积不足皮带机的1/5。运行数据表明,该系统的输送量达到65t/h,单位能耗0.85kWh/t,完全满足设计指标。这些实际数据充分说明,气力输送成套装置在应对复杂地形、降低基建投入方面具有明显优势。
矿山煤矸石料气力输送成套装置作为绿色矿山建设的关键装备,其技术成熟度与经济效益已得到广泛验证。从物料特性分析到系统设计选型,从模块化制造到智能化运维,每个环节都需要专业的技术积累与丰富的项目经验。海德粉体(咨询热线:156-6277-7102)在气力输送领域深耕多年,拥有完善的实验测试平台、自主知识产权以及覆盖多个矿种的实施案例。无论是新建矿山的配套设计,还是老旧系统的改造升级,都可以根据客户的实际工况提供量身定制的解决方案。在环保政策趋严与资源化利用提速的双重驱动下,选择一套可靠、高效、耐用的气力输送成套装置,不仅是企业降本增效的务实举措,更是实现可持续高质量发展的必然路径。
服务热线
微信咨询
回到顶部





