山东海德粉体深耕气力输送行业十余年,提供气力输送系统、设备、风机全链条服务,承接全国粉体工程总包项目,咨询热线:156 6277 7102!
在糠醛生产过程中,灰渣处理一直是制约企业环保达标与设备稳定运行的关键环节。糠醛灰渣具有粒度细、含水量波动大、粘附性强、高温且有腐蚀性等特殊物性,传统机械输送方式往往面临堵塞、磨损严重、维护成本高、密封性不足导致粉尘外泄等问题。随着环保法规日趋严格以及企业对资源综合利用效率的重视,气力输送技术凭借其密闭性好、自动化程度高、占地少、适应性强的优势,逐渐成为糠醛行业灰渣输送的主流解决方案。本文以化工糠醛灰渣气力输送专用装置为核心,从物料特性分析、输送系统设计、关键部件选型、运行参数优化、现场应用要点等维度展开详细阐述,旨在为行业技术人员提供一份可落地参考的技术手册。

糠醛生产主要以玉米芯、稻壳、甘蔗渣等生物质为原料,经水解、蒸馏等工序后,残渣中富含纤维素、木质素及少量未反应的酸类物质。干燥后的糠醛灰渣粒径通常分布在0.1-3mm之间,真密度约1.2-1.5g/cm³,堆积密度在0.3-0.6g/cm³范围内,属于低密度、易飞扬的粉粒体。其含水量虽经脱水处理,但仍有10%-25%的波动,尤其在雨季或原料批次变化时更为显著。高水分含量会导致物料粘结性增强,在弯头、阀门及料仓锥斗处极易形成架桥或堵塞。此外,灰渣中残留的有机酸(如乙酸、丙酸)在高温环境下对金属管道存在一定腐蚀作用,长期运行需考虑材质耐腐蚀性。这些物性特征决定了糠醛灰渣气力输送不能简单套用通用粉体输送方案,必须针对性地进行系统设计与组件选型。

针对糠醛灰渣特性,行业内主流选择稀相气力输送系统与密相气力输送系统两种路径。稀相输送以高速气流(通常15-30m/s)携带物料,适合输送距离较长(超过100米)、物料磨损性较弱的场景。但其能耗较高,且高速输送对弯头磨损明显。密相输送则采用低速(3-8m/s)高压气流,以“栓流”或“柱流”形式推送物料,输送管径相对更大,气灰比高,能耗降低30%-50%,同时因流速低,管道磨损显著减轻。对于糠醛灰渣这种具有一定粘性且含水量不稳定的物料,海德粉体在实际项目经验中推荐采用密相正压气力输送方式,因其更能适应物料水分波动,且系统对管道密封性要求相对较低,便于维护。
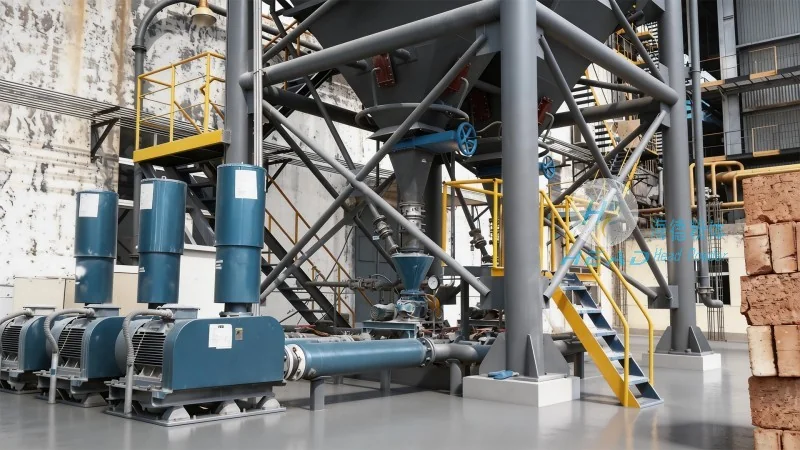
典型布置方式包括:气源系统(空压机+冷干机+储气罐)→ 发送罐(仓泵)→ 输送管道(含弯头、切换阀)→ 灰库(带除尘器及料位检测)。发送罐多采用下出料或侧出料形式,对于粘性较大的灰渣,需配置流化板或振动装置以防止物料架桥。管道转弯处应使用大曲率半径弯头(R≥10D)或耐磨陶瓷弯头,同时设置排污阀用于定期清理积料。灰库顶部配置脉冲布袋除尘器,确保排放达标。
气力输送系统的可靠性取决于每一个部件的协同工作。以下分模块说明核心组件的选型要点。
气源系统:空压机宜选用螺杆式,压力稳定、维护量小。糠醛灰渣输送压力一般在0.3-0.6MPa之间,需根据输送距离与提升高度计算沿程阻力损失。储气罐容积建议不少于空压机排量的1/6,以缓冲气压波动。冷干机处理后的压力露点应控制在-20℃以下,防止冷凝水混入物料导致粘结。
发送罐(仓泵):仓泵容积根据输送量确定,常见规格有1.0m³、2.0m³、3.5m³等。对于糠醛灰渣,建议采用下出料式仓泵,并在仓泵锥部设置气力助吹装置。进料阀宜选用耐磨型圆顶阀或球阀,密封性好且不易夹料。出料阀则可采用耐磨陶瓷阀或双闸板阀,耐腐蚀、寿命长。
输送管道及弯头:主输送管径根据气灰比与流速计算,常用DN80-DN200的无缝钢管。弯头是系统最薄弱环节,推荐使用内衬氧化铝陶瓷的耐磨弯头,其洛氏硬度可达HRA88以上,使用寿命是普通碳钢弯头的10-15倍。弯头曲率半径应不低于10倍管径,且尽量采用大弧弯代替直角弯。
灰库设备:灰库容量需满足至少连续生产8小时的缓存要求。库顶除尘器过滤风速控制在0.8-1.2m/min,过滤面积需根据系统风量核算。库底部配置气化板或流化棒,使灰渣保持流态化,便于下料。库侧安装雷达料位计或重锤料位计,实现自动监控。
实际运行中,输送参数直接影响系统能耗与故障率。针对糠醛灰渣,推荐初始调试参数如下:输送风速12-18m/s(密相)或20-28m/s(稀相);气灰比(单位质量气体输送的物料质量)控制在15-30kg/kg;系统压损包括沿程阻力、局部阻力及提升阻力,总压降通常为0.15-0.4MPa。需特别关注的是,当灰渣含水量超过20%时,应适当降低气灰比并提高风速,防止物料在管道内部形成“粘壁”现象。海德粉体建议客户在项目调试阶段预留在线水分检测仪接口,实时监测物料特性变化并动态调整输送压力与补气频率。此外,管道末端增设压力变送器与流量计,便于通过PLC系统实现自动调节。
根据2026年行业技术趋势,智能化气力输送系统正逐步普及。通过嵌入传感器与人工智能算法,系统可预测输送管道磨损状况、自动优化补气周期,并提前预警堵塞风险。这一技术方向可有效降低糠醛企业非计划停机时间,提升整体设备效率(OEE)。相关数据显示,采用智能优化方案的灰渣输送系统,平均维护间隔可延长40%以上,综合能耗下降15%-20%。
糠醛厂区多为危化品生产环境,灰渣气力输送装置的安装需遵循化工设备安装规范。首先,管道走向应尽量平直,减少弯头数量;如需跨越道路或设备,应采用刚性支架并设置抗震管卡。其次,所有法兰连接处需使用耐酸碱垫片(如聚四氟乙烯),并做好静电接地跨接,避免因物料摩擦产生静电火花。第三,发送罐的安装位置应靠近灰渣堆放点,缩短进料距离,同时预留检修空间。调试阶段需重点检查气路密封性、阀门动作灵活性以及除尘器清灰周期是否匹配。
以海德粉体在某大型糠醛企业的落地项目为例:该企业年处理玉米芯12万吨,日产灰渣约40吨。原采用螺旋输送加斗式提升机方案,平均每3天因堵塞需停机清理一次,且粉尘飞扬严重。更换为密相气力输送专用装置后,系统连续运行超过180天未发生堵塞,现场粉尘浓度由原来的20mg/m³降至3mg/m³以内,年维护成本下降约65%。这一案例充分体现了专用装置在适应性上的优势。
建立标准化的维护保养流程是延长装置寿命的保障。建议每日巡检内容:检查空压机油气分离器是否正常、储气罐自动排水功能是否完好、仓泵进料阀密封面无泄漏、管道弯头磨损标记点是否存在异常。每周需清理除尘器滤袋表面积灰并检查脉冲阀动作情况。每季度应对输送管道进行壁厚测量,重点关注弯头外侧及三通处。常见故障包括:发送罐不下料(多为料斗架桥或流化系统失效,可通过增加振动器或改造流化板解决);管道堵塞(先排查物料水分是否超标,再检查补气阀是否堵塞);输送压力过高(可能是管道内积料增加阻力,需进行分段吹扫)。海德粉体提供远程诊断服务,客户可通过工业互联网平台实时调取系统运行数据,由技术人员协助分析异常波形的成因。
从行业标准角度看,糠醛灰渣气力输送装置应参照GB/T 10596-2011《气力输送系统安全规程》及NB/T 47003.1-2009《钢制焊接常压容器》进行设计与验收。在环保排放方面,需满足GB 16297-1996《大气污染物综合排放标准》中颗粒物排放限值(120mg/m³)。对于有更高环保要求的企业,可配置高效湿式除尘器或微雾抑尘装置,将排放浓度控制在10mg/m³以下。
随着“双碳”政策深化,糠醛行业正加速向绿色低碳转型。灰渣气力输送装置作为清洁生产的关键环节,其技术迭代方向主要集中在:第一,低能耗密相输送技术的进一步推广,结合变频气源控制实现按需供气;第二,新型耐磨材料(如陶瓷内衬复合管、超高分子量聚乙烯内衬)的应用,使管道寿命突破5年以上;第三,模块化、预制化设计理念的引入,使现场安装工期缩短50%以上,减少用户停产损失。海德粉体在这些领域积累了大量实践经验,可为客户提供从物料测试、方案设计、设备制造到安装调试的全流程服务。在选型阶段,建议企业首先委托专业机构完成灰渣样品的基础物性测试(包括安息角、粘性指数、含水率梯度等),再结合输送距离、输送量、现场布局等因素综合比选。采购过程中应关注供应商是否具备相关行业业绩、是否提供压力容器质量证明及防爆认证文件。
综上所述,化工糠醛灰渣气力输送专用装置的设计与实施,需要从物料特性出发,在气源配置、管道走向、关键阀门、控制系统等层面进行针对性优化。只有将理论计算与现场经验紧密结合,才能实现长期稳定、低维护、环保达标的输送目标。海德粉体作为深耕粉体输送领域多年的技术型企业,持续为糠醛行业提供可靠的气力输送解决方案,助力客户降本增效、绿色发展。(咨询热线:156-6277-7102)
服务热线
微信咨询
回到顶部





