山东海德粉体深耕气力输送行业十余年,提供气力输送系统、设备、风机全链条服务,承接全国粉体工程总包项目,咨询热线:156 6277 7102!
在铸造行业绿色转型与智能制造的叠加驱动下,再生砂料的循环利用已成为企业降本增效、合规减排的核心路径。然而,许多铸造企业面临的现实挑战是:再生砂料在运输、储存、配比过程中极易产生扬尘、磨损设备、堵塞管道,传统机械输送方式不仅效率低,而且维护成本高。铸造再生砂料气力输送成套设备正是为解决这些痛点而诞生。该系统通过压缩空气或真空负压,将经过破碎、磁选、焙烧、筛分等工艺处理后的再生砂料,以密相或稀相的形式,通过密封管道输送至指定工位,全程无粉尘外泄,且能耗可控。根据2026年最新行业调研数据,国内铸造再生砂利用率已从2020年的不足35%提升至约62%,而配备气力输送系统的企业,其再生砂回用率平均高出行业基准15个百分点以上。本文将从设备构成、输送机理、选型参数、控制系统、维护要点及落地案例五个维度,深度解析这一成套设备的细节与价值。

在环保法规日趋严格的背景下,铸造企业不仅需要应对《铸造工业大气污染物排放标准》(GB 39726-2020)的颗粒物浓度限值,还需考虑碳排放指标对生产成本的潜在影响。再生砂料气力输送成套设备通过全封闭管道运输,彻底消除了转运过程中的扬尘问题,同时相比传统皮带机或斗提机,设备占地面积减少40%,能耗降低25%以上。海德粉体作为从事气力输送系统研发与制造的企业,在铸造再生砂领域积累了丰富的工程经验,其成套设备已广泛应用于汽车铸件、工程机械铸件、机床铸件等细分领域,单套系统输送能力可达5-80吨/小时,输送距离最长可达500米。以下为详细技术解析。
一套完整的铸造再生砂料气力输送成套设备通常由以下几个子系统组成,各环节协同运作,确保物料输送的稳定性与可控性。
气力输送根据物料在管道中的流动状态分为稀相输送和密相输送两大类。对于铸造再生砂而言,由于砂粒形状不规则、棱角分明,且含有少量粉尘和微细颗粒,推荐采用密相栓塞式输送。

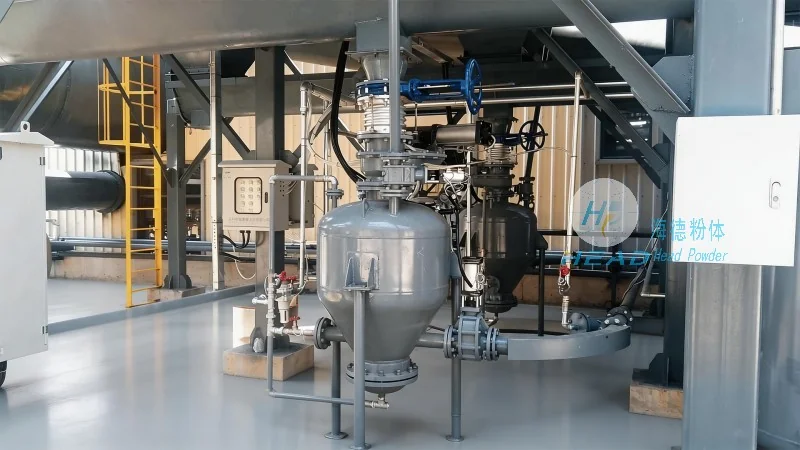
密相输送的优势在于:料气比高(可达20-40 kg/kg),气体速度低(3-8 m/s),管道磨损小,能耗低。以海德粉体在某大型铸铁件工厂的改造项目为例:原系统采用稀相输送,管壁每三个月更换一次弯头;改用密相输送后,弯头寿命延长至18个月,同时压缩空气消耗量降低40%。但密相输送对供料装置的密封性要求较高,且不适宜长距离(超过200米)或高差较大的工况。此时可选用气力提升泵或仓式泵作为供料设备。
选型时需重点关注的参数包括:
根据2026年铸造行业技术白皮书,再生砂气力输送系统的平均能耗约为0.8-1.2 kWh/吨砂,优于传统机械输送的2.0 kWh/吨砂。此外,系统噪音控制在85dB(A)以下,符合职业健康要求。
现代铸造再生砂气力输送成套设备已不再仅仅是一套机械装置,而是高度集成的智能系统。控制系统通常采用西门子S7-1200或三菱FX系列PLC,配合工业级触摸屏,可实现以下功能:
海德粉体在控制系统开发中,特别针对再生砂料中可能含有的微量铁磁性杂质,加装了在线金属探测器与自动排渣装置,防止进入后道工序造成铸件缺陷。这一细节虽小,却显著降低了客户的质量风险。
尽管气力输送系统较传统输送方式维护量更低,但定期保养仍是保证长期稳定运行的关键。以下是现场维护中的重点:
常见故障如管壁堵塞,通常由物料含水率过高或气源压力不足引起。解决方法:先打开管道上的助吹口,通入压缩空气进行疏通;若仍无法解决,可分段拆卸管道清理。另一方面,物料破碎率增加与管道弯头曲率半径过小或输送速度过高有关,建议将弯头曲率半径增大至管径的12倍以上,并适当降低气源压力。
以华东地区某中型精密铸造企业为背景,该企业年产铸件约8000吨,原有再生砂系统采用人工转运与斗提机组合,现场粉尘浓度超标,且每年因清理堵塞导致的停机时间超过200小时。2025年该企业引入海德粉体成套气力输送设备,项目投入约65万元(含土建改造),主要参数如下:输送能力12吨/小时,水平距离80米,垂直提升12米,气源选用15kW罗茨风机,控制系统为PLC+触摸屏。
运行数据对比:改造前,每年人工清理费、设备维修费及因停机造成的产量损失合计约28万元;改造后,年运行电费约5万元,备件更换费用约2万元,综合年节约成本约21万元。同时,车间粉尘浓度从改造前的15mg/m³降至1.2mg/m³,顺利通过环保验收,并获得了当地政府的绿色制造补贴。设备投资回收期约3.1年,但若计入环保合规带来的订单增长,实际回收期更短。
类似的案例在汽车发动机缸体铸造、阀门铸件等领域均有复制。值得一提的是,海德粉体在项目交付后提供为期两年的免费远程运维支持,每季度安排工程师现场巡检一次,确保系统时刻处于最佳运行状态。对于有特定需求的客户,还可定制防爆型气力输送系统,适配含易燃粉尘的再生砂工况。如果您正在规划铸造再生砂的自动化输送改造,欢迎与我们沟通选型细节。
从技术趋势来看,2026年气力输送成套设备正朝着低能耗、高可靠性、深度智能化的方向演进。物料与气流的耦合仿真软件(如CFD-DEM)已在设计阶段广泛应用,使得压损预测精度达到95%以上。同时,5G工业物联网技术的引入,使得设备远程调试、预测性维护成为可能。对于铸造企业而言,选择一套适配自身工艺的再生砂气力输送成套设备,不仅是环保合规的刚需,更是提升生产柔性、降低综合成本的长远投资。海德粉体将持续深耕这一领域,为行业提供更优的系统解决方案。如有项目咨询或技术交流需求,欢迎致电(咨询热线:156-6277-7102)与我们的技术团队联系。
服务热线
微信咨询
回到顶部





